

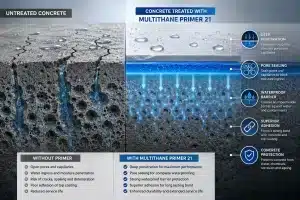
Multithane Primer 21: The Waterproof Primer That Seals, Protects & Repairs Concrete Before Coating
Multithane Primer 21: The Waterproof Primer That Seals, Protects & Repairs Concrete Before Coating A coating system is only as reliable as the bond between the substrate and the protective layer. Multithane Primer 21 is a single-component polyurethane primer developed to seal porous substrates, improve adhesion, waterproof concrete, and repair
